微信號:hbtxcgd掃一掃 聯(lián)系我們
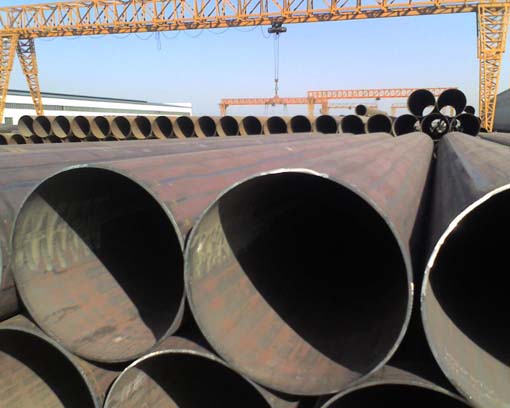
大口徑直縫卷管
大口徑防腐直縫鋼管
高頻焊大口徑直縫鋼管
Q355B大口徑直縫鋼管
Q345B厚壁直縫鋼管
國標(biāo)埋弧焊直縫鋼管
全國咨詢熱線
0317-5128301
郵箱:420076184@qq.com?
手機(jī):17733277388(微信同號)
地址:河北省滄州市鹽山縣工業(yè)開發(fā)區(qū)
Copyright 2010-2020 河北天翔成管道裝備有限公司 版權(quán)所有 地址:河北省滄州市鹽山縣工業(yè)開發(fā)區(qū) 電話:0317-5128301 冀ICP備16024680號-5